Эта статья является портом с ресурса ВКонтакте, с целью охватить аудиторию GEARGUIDE.
В статье присутствуют ссылки на видеоматериал с YouTube, по этому, для объективного восприятия информации, советую использовать VPN. Так-же, чтобы не упустить важные детали, прошу обращать внимание на краткие описания вложений.PVS-21 NVG MOUNTКраткий экскурс по обозреваемому предмету
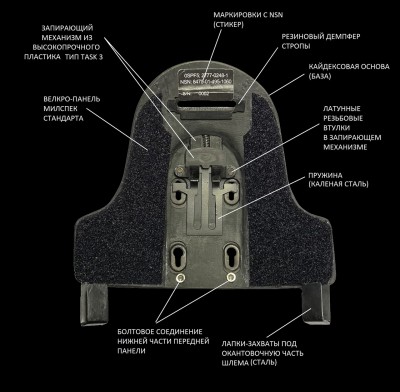
PVS-21 NVG Mount является начальным звеном в системах ночного видения типа PVS-21: крепится непосредственно к шлему через стропу, а уже к нему монтируются различные STS кронштейны имеющие платформу с четырьмя точками фиксации, которые попадая в гнёзда на передней панели PVS маунта, защелкиваются и блокируются пружинным механизмом с обратной стороны.
PVS-21 NVG Mount использовала армия Великобритании и США, небольшое распространение получили Дания и Польша.
Вложение:
Комментарий к файлу: Датские егеря. Ирак, 2007 год. На специалистах PVS-21 NVG Mount.
 D1OfutC6VkE.jpg [ 172.56 KiB | Просмотров: 5741 ]
D1OfutC6VkE.jpg [ 172.56 KiB | Просмотров: 5741 ]
Первая попытка, изготовить редкое крепление, была предпринята в 2014 году. Версия 1.0 была лишена какого-либо функционала, а визуальная составляющая слабо напоминала оригинальный PVS-21 Mount.
Вложение:
Комментарий к файлу: Реплика PVS-21 NVG Mount изготовленная по принципу 3D печати полимерами. Ножки крепления и имитация передней плашки выполнены из стали (версия 1.0).
 DK (65).jpg [ 34.61 KiB | Просмотров: 5741 ]
DK (65).jpg [ 34.61 KiB | Просмотров: 5741 ]
В дальнейшем, имея на руках оригинал, я достоверно изучил принцип работы внутреннего устройства , подготовил все необходимые чертежи и модели элементов будущего крепления. В итоге я добился почти невозможного в условиях «гаражного производства». Версия 2.0 получилась максимально приближена к оригинальному прототипу, как с точки зрения дизайна, так и функциональных возможностей.
Вложение:
Комментарий к файлу: Реплика PVS-21 NVG Mount (версия 2.0 полнофункциональная).
 1.jpg [ 214.9 KiB | Просмотров: 5741 ]
1.jpg [ 214.9 KiB | Просмотров: 5741 ]
Вложение:
Комментарий к файлу: На фото представлено сравнение копии с оригинальным изделием с фронтальной стороны.
 2.jpg [ 186.54 KiB | Просмотров: 5741 ]
2.jpg [ 186.54 KiB | Просмотров: 5741 ]
Вложение:
Комментарий к файлу: Сравнение копии с оригиналом. Тыльная сторона.
 3.jpg [ 280.78 KiB | Просмотров: 5741 ]
3.jpg [ 280.78 KiB | Просмотров: 5741 ]
Вложение:
Комментарий к файлу: Фронтальная сторона (Моя копия. Версия 2.0)
 4.jpg [ 320.39 KiB | Просмотров: 5741 ]
4.jpg [ 320.39 KiB | Просмотров: 5741 ]
Вложение:
Комментарий к файлу: Тыльная сторона (Моя копия. Версия 2.0)
 5.jpg [ 429.96 KiB | Просмотров: 5741 ]
5.jpg [ 429.96 KiB | Просмотров: 5741 ]
Далее представляю фото и видео материал, который освещает наиболее интересные рабочие моменты по изготовлению реплики PVS-21 NVG Mount.
«Корпус не должен быть выполнен с применением 3D печати» — это требование подтолкнуло меня к изготовлению пресс формы. После двух неудачных попыток разместить оригинальный маунт в еще не застывшую гипсовую смесь — было принято решение просто залить крепление гипсом, обеспечив должную герметичность формы. Это позволило повторить всю геометрию со 100% точностью. Тоже самое было проделано и с ответной частью. В итоге получилась пресс-форма типа «папа-мама».
Вложение:
Комментарий к файлу: Нижняя часть пресс-формы отлитой из гипсовой смеси
 6.jpg [ 619.16 KiB | Просмотров: 5741 ]
6.jpg [ 619.16 KiB | Просмотров: 5741 ]
Материалом будущего корпуса был выбран американский KYDEX 2 мм (толщина корпуса оригинального крепления 1.8 мм). Его температурное окно идеально подходит под задачи формования. Нагревающим элементом выступал строительный фен.
Вложение:
Комментарий к файлу: Маркировки листов KYDEX
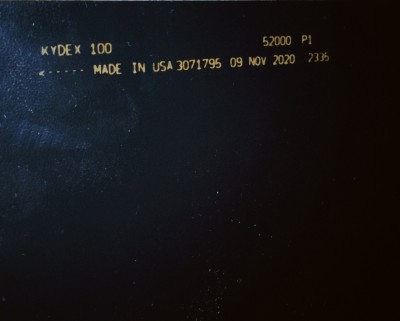 XBNLRgl71KQ.jpg [ 326.36 KiB | Просмотров: 5741 ]
XBNLRgl71KQ.jpg [ 326.36 KiB | Просмотров: 5741 ]
В следствии работы с пресс формой получились необходимые заготовки.
Вложение:
Комментарий к файлу: Заготовки будущих корпусов PVS-21 NVG Mount из KYDEX листов
 7.jpg [ 1.31 MiB | Просмотров: 5741 ]
7.jpg [ 1.31 MiB | Просмотров: 5741 ]
После раскроя, кромки краёв корпусов тщательно обрабатывались механическим способом. Далее последовало окрашивание поверхности в чёрный цвет по грунту в два слоя.
Вложение:
Комментарий к файлу: Фото готовых корпусов PVS-21 NVG Mount.
 8.jpg [ 298.04 KiB | Просмотров: 5741 ]
8.jpg [ 298.04 KiB | Просмотров: 5741 ]
Следующим этапом встал вопрос о изготовлении П-образной прижимной пружины и передней панели маунта. Поскольку в моём распоряжении не было листовой стали с высоким показателем легирующих элементов, для пружинного механизма пришлось использовать углеродистую сталь обыкновенного качества Ст3сп5.
Вложение:
Комментарий к файлу: Пружинный элемент вырезанный на ЧПУ станке. Часть блокирующего механизма. В черном цвете представлен оригинал, который выполнен из легированной стали без магнитных свойств.
 9.jpg [ 656.33 KiB | Просмотров: 5741 ]
9.jpg [ 656.33 KiB | Просмотров: 5741 ]
Для придания гибкости и пружинных свойств обыкновенной стали, в качестве эксперимента, было принято решение цементации. В теории это позволяло увеличить прочностные характеристики на поверхности изделия. К сварочному аппарату было закреплено изделие, масса выведена на стальную площадку с мелко-размельченным графитом (отдельная благодарность машинистам троллейбусов). При контакте с графитом, пружинный механизм подвергался насыщению углеродом:
Вложение:
 10.jpg [ 270.53 KiB | Просмотров: 5741 ]
10.jpg [ 270.53 KiB | Просмотров: 5741 ]
Вложение:
 11.jpg [ 314.77 KiB | Просмотров: 5741 ]
11.jpg [ 314.77 KiB | Просмотров: 5741 ]
Вложение:
 12.jpg [ 330.09 KiB | Просмотров: 5741 ]
12.jpg [ 330.09 KiB | Просмотров: 5741 ]
Вложение:
 13.jpg [ 253.56 KiB | Просмотров: 5741 ]
13.jpg [ 253.56 KiB | Просмотров: 5741 ]
Вложение:
Комментарий к файлу: При данном методе «закалки» следует учесть издержки — на деталях появился сильный нагар, убрать который возможно только механическим способом
 14.jpg [ 272.43 KiB | Просмотров: 5741 ]
14.jpg [ 272.43 KiB | Просмотров: 5741 ]
Для штамповки гнёзд передней панели мной была разработана матрица, представляющая из себя совокупность массивных пластин и пресса. Заготовка размещалась между пластинами, стягивалась болтовым соединением и фиксировалась струбцинами.
Вложение:
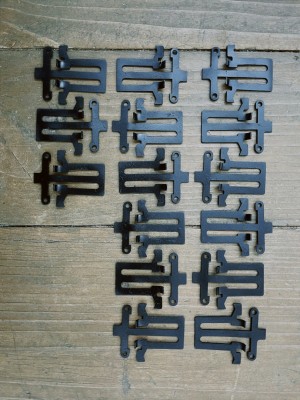
Комментарий к файлу: Заготовки передних панелей маунта. Изготовление производилось на лазерном станке с ЧПУ
 15.jpg [ 354.69 KiB | Просмотров: 5741 ]
15.jpg [ 354.69 KiB | Просмотров: 5741 ]
Вложение:
Комментарий к файлу: Конструкция матрицы
 16.jpg [ 340.55 KiB | Просмотров: 5741 ]
16.jpg [ 340.55 KiB | Просмотров: 5741 ]
Вложение:
Комментарий к файлу: Пресс
 17.jpg [ 286.15 KiB | Просмотров: 5741 ]
17.jpg [ 286.15 KiB | Просмотров: 5741 ]
Вложение:
 18.jpg [ 324.62 KiB | Просмотров: 5741 ]
18.jpg [ 324.62 KiB | Просмотров: 5741 ]
Вложение:
 19.jpg [ 308.43 KiB | Просмотров: 5741 ]
19.jpg [ 308.43 KiB | Просмотров: 5741 ]
Вложение:
Комментарий к файлу: Матрица в своём рабочем положении
 20.jpg [ 275.43 KiB | Просмотров: 5741 ]
20.jpg [ 275.43 KiB | Просмотров: 5741 ]
Процесс штамповки гнёзд производился путем ударного воздействия по прессу. Ход пресса ограничивался нижней плитой матрицы. По итогу цикла прессовки по четырем точкам, матрица выдавала необходимый результат.
Вложение:
Комментарий к файлу: Передняя сторона панели
 21.jpg [ 274.08 KiB | Просмотров: 5741 ]
21.jpg [ 274.08 KiB | Просмотров: 5741 ]
Вложение:
Комментарий к файлу: Задняя сторона панели
 22.jpg [ 277.4 KiB | Просмотров: 5741 ]
22.jpg [ 277.4 KiB | Просмотров: 5741 ]
Вложение:
 23.jpg [ 267.9 KiB | Просмотров: 5741 ]
23.jpg [ 267.9 KiB | Просмотров: 5741 ]
Вложение:
 24.jpg [ 256.27 KiB | Просмотров: 5741 ]
24.jpg [ 256.27 KiB | Просмотров: 5741 ]
Вложение:
Комментарий к файлу: Сравнение панелей копии с оригиналом (оригинальная деталь с правой стороны).
 25.jpg [ 256.05 KiB | Просмотров: 5741 ]
25.jpg [ 256.05 KiB | Просмотров: 5741 ]
Вложение:
Комментарий к файлу: Сравнение панелей копии с оригиналом. Тыльные стороны панелей (оригинальная деталь с правой стороны).
 26.jpg [ 238.22 KiB | Просмотров: 5741 ]
26.jpg [ 238.22 KiB | Просмотров: 5741 ]
При помощи прямых уголков были достигнуты изгибы по габаритам оригинальной детали.
Вложение:
Комментарий к файлу: Гиб передних панелей через упорные уголки. Разметка контурных линий осуществлялась при помощи дремеля с тонким диском по металлу.
 27.jpg [ 256.55 KiB | Просмотров: 5741 ]
27.jpg [ 256.55 KiB | Просмотров: 5741 ]
Все полученные детали прошли проверки на совместимость с оригинальным британским L образным кронштейном (пример на видео ниже):
Вложение:
Комментарий к файлу: Фрезеровка кромок отверстий под потайной соединительный крепёж
 28.jpg [ 674.84 KiB | Просмотров: 5741 ]
28.jpg [ 674.84 KiB | Просмотров: 5741 ]
Вложение:
Комментарий к файлу: Фрезеровка кромок отверстий под потайной соединительный крепёж
 29.jpg [ 654.95 KiB | Просмотров: 5741 ]
29.jpg [ 654.95 KiB | Просмотров: 5741 ]
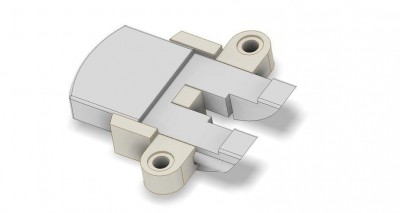
После изготовления передних панелей и закалки пружин я подошел к самой интересной части своего проекта — запирающему механизму. В оригинальном маунте этим механизмом является спарка двух подпружиненных скользящих деталей.
Вложение:
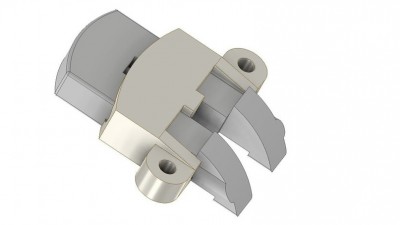
Комментарий к файлу: Рабочая 3D модель запирающего механизма построенная по оригинальному изделию (вид сверху).
 30.jpg [ 44.73 KiB | Просмотров: 5741 ]
30.jpg [ 44.73 KiB | Просмотров: 5741 ]
Вложение:
Комментарий к файлу: Рабочая 3D модель запирающего механизма построенная по оригинальному изделию (вид снизу).
 31.jpg [ 44.15 KiB | Просмотров: 5741 ]
31.jpg [ 44.15 KiB | Просмотров: 5741 ]
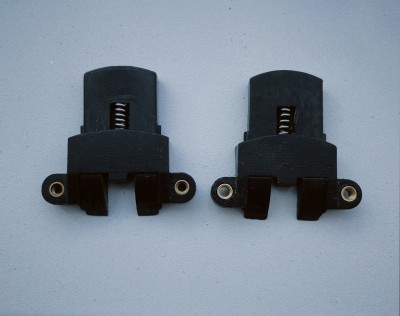
После нескольких неудачных экспериментов с применением 3D печати я нашел человека, который помог выполнить детали при помощи литья. Предполагалось литьё полиуретана в силиконовую форму.
Вложение:
Комментарий к файлу: Силиконовая форма для литья полимера и мастер-модель будущего запирающего механизма.
 33.jpg [ 193.38 KiB | Просмотров: 5741 ]
33.jpg [ 193.38 KiB | Просмотров: 5741 ]
Вложение:
Комментарий к файлу: Готовое изделие запирающего механизма. Деталь была дооснащена латунными резьбовыми втулками. Для сравнения оригинал представлен в левой части фотографии.
 34.jpg [ 497.86 KiB | Просмотров: 5741 ]
34.jpg [ 497.86 KiB | Просмотров: 5741 ]
Вложение:
Комментарий к файлу: Крепежные латунные втулки для механизма запирания
 35.jpg [ 274.24 KiB | Просмотров: 5741 ]
35.jpg [ 274.24 KiB | Просмотров: 5741 ]
Конструкция модели канта для стропы, в верхней части корпуса, изначально планировалась из двух отдельных частей. В итоге, эту деталь, удалось повторить монолитной, как и на оригинале.
Вложение:
Комментарий к файлу: Пробная версия канта стропы. Материал FLEX HARD. Оригинал в верхней части фотографии (вид с тыльной стороны).
 36.jpg [ 351.32 KiB | Просмотров: 5741 ]
36.jpg [ 351.32 KiB | Просмотров: 5741 ]
Вложение:
Комментарий к файлу: Пробная версия канта стропы. Материал FLEX HARD. Оригинал в верхней части фотографии (вид с передней стороны).
 37.jpg [ 378.74 KiB | Просмотров: 5741 ]
37.jpg [ 378.74 KiB | Просмотров: 5741 ]
Канты финальной версии в черном каноничном цвете. Материал FLEX HARD:
Вложение:
 38.jpg [ 200.41 KiB | Просмотров: 5741 ]
38.jpg [ 200.41 KiB | Просмотров: 5741 ]
Все металлические элементы копии PVS-21 NVG Mount окрашивались при помощи аэрографа оружейной краской «Тайга».
Вложение:
 39.jpg [ 263.89 KiB | Просмотров: 5741 ]
39.jpg [ 263.89 KiB | Просмотров: 5741 ]
После нанесения краски, детали были подвержены термообработке при 200 градусах, что по технологии является заключительным процессом окрашивания изделий.
Вложение:
Комментарий к файлу: Запекание покрытия в духовом шкафу при 200 градусах цельсия.
 40.jpg [ 514.34 KiB | Просмотров: 5741 ]
40.jpg [ 514.34 KiB | Просмотров: 5741 ]
Вложение:
Комментарий к файлу: Запекание покрытия в духовом шкафу при 200 градусах цельсия.
 41.jpg [ 598.98 KiB | Просмотров: 5741 ]
41.jpg [ 598.98 KiB | Просмотров: 5741 ]
Итог после нанесения антикоррозионной защиты изделий:
Вложение:
 42.jpg [ 556.29 KiB | Просмотров: 5741 ]
42.jpg [ 556.29 KiB | Просмотров: 5741 ]
Вложение:
 43.jpg [ 487.64 KiB | Просмотров: 5741 ]
43.jpg [ 487.64 KiB | Просмотров: 5741 ]
Вложение:
 44.jpg [ 961.36 KiB | Просмотров: 5741 ]
44.jpg [ 961.36 KiB | Просмотров: 5741 ]
Полуфинальным этапом в завершении проекта являлось закрепление П-образных захватов к корпусу маунта при помощи заклёпок. Данный метод также применялся при производстве оригинального PVS-21 NVG Mount.
Вложение:
 45.jpg [ 368.94 KiB | Просмотров: 5741 ]
45.jpg [ 368.94 KiB | Просмотров: 5741 ]
Вложение:
Комментарий к файлу: Снятие фасок на отверстиях захватов для более надёжного клёпанного соединения.
 46.jpg [ 369.71 KiB | Просмотров: 5741 ]
46.jpg [ 369.71 KiB | Просмотров: 5741 ]
Для того, чтобы в процессе клепания, шляпки заклёпок не деформировались, из болта М8 была изготовлена матрица.
Вложение:
 47.jpg [ 345.83 KiB | Просмотров: 5741 ]
47.jpg [ 345.83 KiB | Просмотров: 5741 ]
Вложение:
Комментарий к файлу: Самодельная матрица, позволяющая сохранить сферическую геометрию заклёпок.
 48.jpg [ 338.58 KiB | Просмотров: 5741 ]
48.jpg [ 338.58 KiB | Просмотров: 5741 ]